2022全国机械冶金建材行业职工技术创新成果展示活动
三等奖
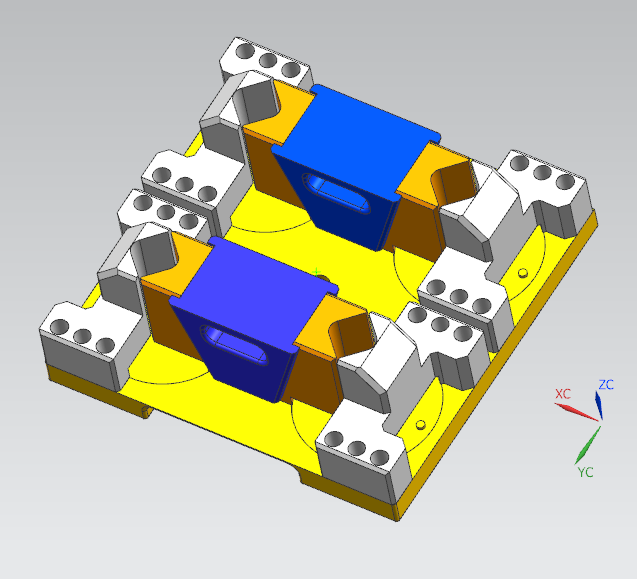
高精密零件(军工产品)批量化加工工装设计
单位:首钢集团有限公司
主要完成单位:大厂首钢机电有限公司。
主要完成人:卫建平。
轴套在实际生产的过程中数量大,每个批次数量在1600件左右,每三个月一个周期。一个成品零件的生产可以通过多种工艺路线完成,不同工艺路线意味着不同的加工周期和生产成本,轴套的生产工序由:下料--粗加工--调质处理--半精车--精车--精铣--质检。七道工序组成,其中调质后的精铣工序在加工过程中,由于零件的对称度、加工精度要求高,每次只能用精密平口钳,装夹一个零件,加工效率低下。不能保证生产进度要求。