2022全国机械冶金建材行业职工技术创新成果展示活动
三等奖
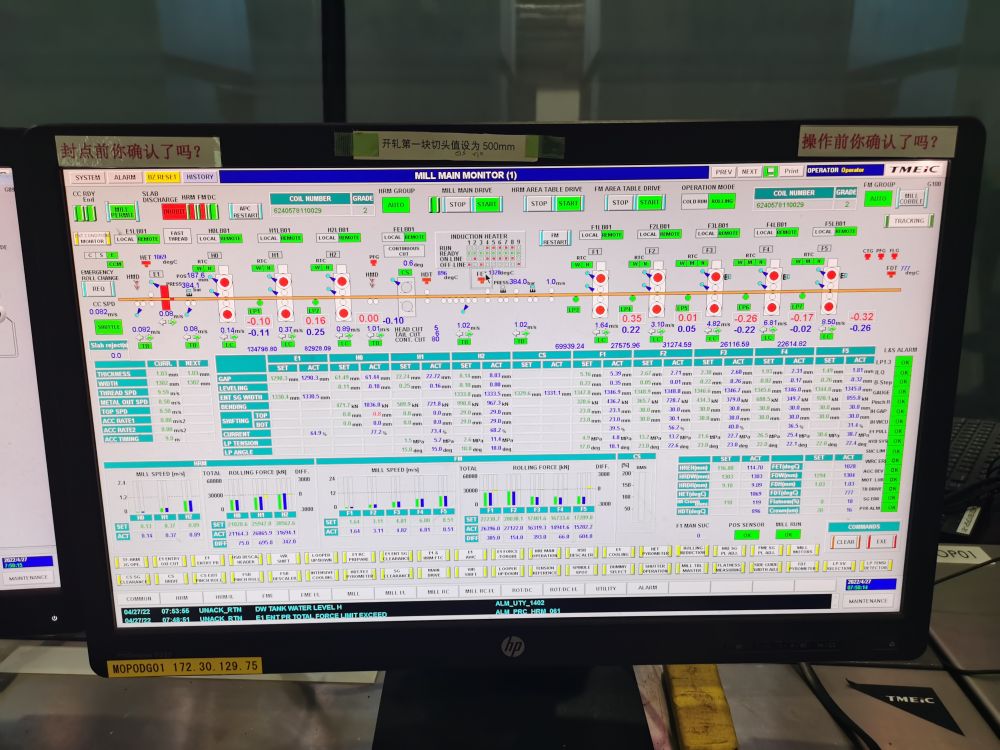
精轧机开轧水平值给定方法
单位:首钢京唐钢铁联合有限责任公司
主要完成单位:首钢京唐钢铁联合有限责任公司。
主要完成人:荣彦明。
本方法在精轧机更换新支撑辊和(或)新工作辊后,上、下阶梯垫使用位置经常发生变化,由于支撑辊辊系特性及下阶梯垫特性明显,在给定精轧机开轧水平值时,结合支撑辊特性、下阶梯垫特性及轧机整体特性给定精轧机开轧水平值,开轧水平值给定精度由之前的84%提升至96%以上,提升了轧制稳定性,年创效益800多万元 。此控制技术在首钢京唐公司MCCR生产线进行推广应用取得良好效果,并获得公司最佳操作法评比一等奖。